



今天我们就来讨论一下,三维激光扫描仪在机械装配检测当中的重要性。
在扫描检测发动机方面的应用过程:
1、准备阶段
(1)由于手持式三维激光扫描仪是靠标靶点来定位,所以在扫描之前我们需要在工件上贴好标靶点,我们常用的标靶点是6mm跟3mm直径的标靶点,我们的设备也可以同时识别两种不同直径的标靶点,所以我们根据工件不同的表面来选择相应的标靶点就行了。
2、扫描阶段
根据不同材质的表面我们选择相应的分辨率和激光功率来最高效率完成扫描以后,把扫描数据导出一份stl格式的数据,保存一份扫描工程文件,在没有挪动标靶点的情况下,还可以接着上次的扫描数据接着进行补扫。
3、数据后处理
(1)数据的简化和去燥处理。由于在扫描精度高,所以数据量特别大,所以我们需要wrap软件进行一定量的简化,来保证我们的对比分析软件能够流畅的运行。在扫描过程中我们补课避免的会多扫描到一些我们不需要的部分和噪点。所以我们要进行早删减处理。在减少数据量的同时也右利于后期的检测对比。
(2)将处理完成的模型和设计模型导入到controlX当中开始进行检测。
1)将设计模型和扫描模型进行拟合对齐。有与装配的时候我们是通过发动机上的两个吊环和两个光轴来进行装配,所以这两个部位作为我们的装配基准。我们拟合对对齐的时候也是通过这两个装配基准来进行局部拟合对齐。
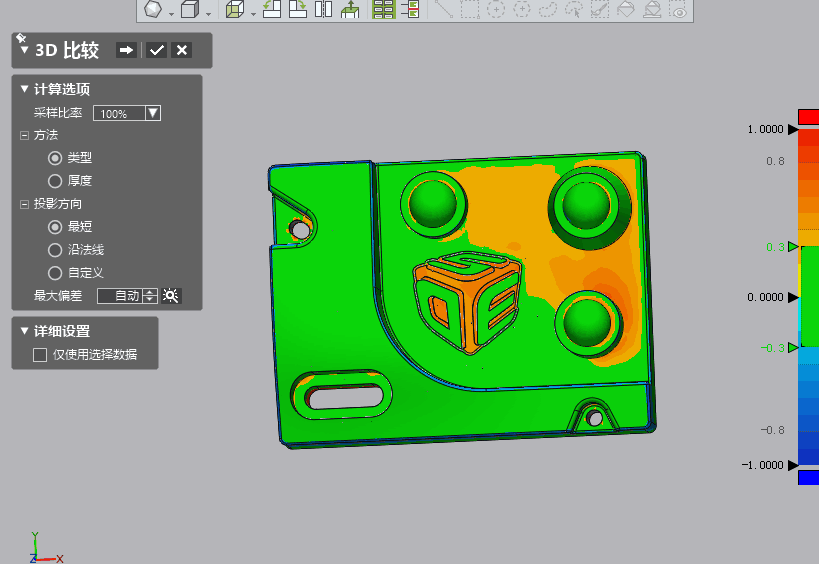
2)设计模型与扫描模型对齐以后,我们进行3D比较,来分析误差,其中蓝色的部分的误差为负数,红色部分的误差为正数。由于发动机能够正常装配的要求是实际的模型必须小于等于设计模型。所以我们只需要把误差为正的地方详细标注出来误差数值就可以达到要求。
3)把做出来的分析报告,导出道word文档。
4)完成分析检测。
4、根据分析报告确定发动机是否在误差范围内。如果符合要求就进行下一步装配,如果不合格就进行修整然后在此进行检测。
5、完成检测,把所有设备进行拆卸装箱,数据进行备份保存。
从上述检测过程中我们可以看出,一个4米上的发动机可以在短短的两三个小时之内完成整体的误差检测,进度高、效率快,还可以快速的形成分析检测报告。如果用传统的测量方法,速度慢,精度低,并且由于传统测量一般是进行点测量,所以会有很多地方测量不到。如果由于检测部不到位,然后把这么大的发动机拿去装配的时候然后发现误差太大,装配不上的话,就会浪费很多的时间和精力。所以把手持式三维激光扫描仪应用在这里完美的解决了这个问题。
